激光焊接機焦距不對了, 怎么辦?相信很多人都知道,調回去唄。但說的容易,做起來難。怎樣調呢?
首先將工件移動到顯微鏡清晰的狀態,將參數調節到:工作電流( 25%)、脈寬( 5.0ms )、頻率(4.0Hz) ,踩住腳踏開關,使激光焊機出激光。將氬氣的沖氣嘴對準激光點,確保沖出的氬氣能夠保護住焊接位置。如果沒有對準,焊接位置即會產生沙孔及氧化,會嚴重影響焊接質量。此時激光正處于出光狀態旋動中間的焦距調節旋鈕,我們可以聽到激光擊打在工件的面上所發出的“啪啪”響聲并可以看到伴有熔化的鐵水飛濺現象,此時,伴隨著擊打有反沖的火苗冒出,高度可達到10毫米以上,甚至更高。當響聲最大時,激光的焦距就處在工件的加工面上,此時,焦距調節裝置的指針應該指向最下方,如果不在最下方,請記住此刻度位置即是焦距點,以方便以后調節時以此位置為參考位置。
逆時針焦距調節裝置,此時,激光的焦距正在向上方移動,激光打在工件上的聲音慢慢變小直到比較柔和,我們通俗的講,開始聲音大的時候,有一-種“啪啪”的感覺,到了聲音較小時,是--種“撲撲”聲音。同時,我們觀察,反沖的火苗變得較低,我們將火苗控制在2毫米到8毫米之間的狀態,這樣的火苗高度就適合焊接使用了。
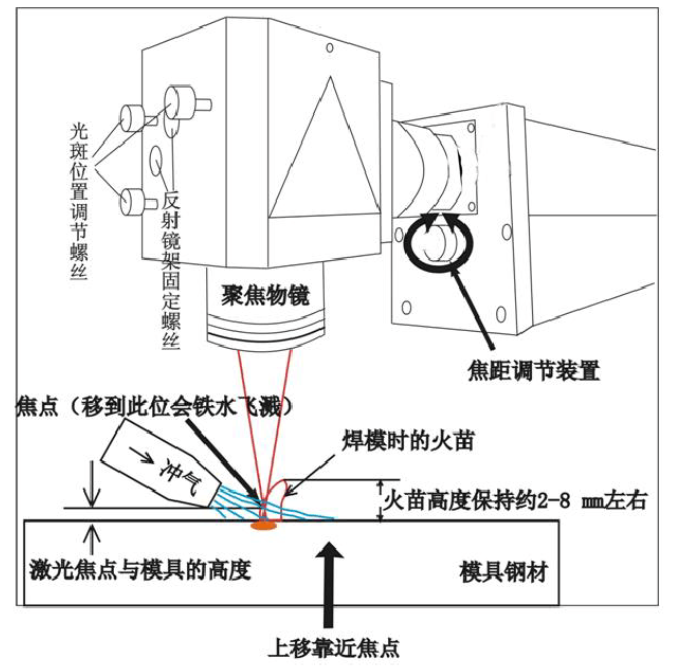
如上圖所示,反沖的火苗的高度,沖氣嘴沖出的氬氣所保護的區域。激光焦點處于模具的上方的位置, 如果將金屬材質先上移動靠近焦點時,將會出現火苗最高,聲音變大的現象。我們可以想象,調節焦距實際上是把靠近焦點的適合焊接的位置調節到顯微鏡清晰位置的過程。
以上就是通發激光焊接機焦距的調節方法, 當然,我們想要調好,必須做到熟練,細心,耐心。







 浙公網安備33030402001389號
浙公網安備33030402001389號